") 教大家焊接結(jié)束時如何漂亮的收尾?
教大家焊接結(jié)束時如何漂亮的收尾?
一般來說,要形成一條美觀而堅固的焊紋,有幾大要點。
第一:手要穩(wěn),不可以抖動,這直接關系到焊紋的成型是否美觀。
第二:時間要掌握好,越厚的鋼板,可以加長焊接的時間,否則容易焊不透;反之越薄的,一帶而過即可,防止焊穿。
第三:起點焊和收尾時間要掌握一致,這樣焊接出來的東西才會牢固,才可以承受更大的重量。
當然,師傅領進門,修行看個人,每個人的手法習慣不一樣,這種拉焊技術全平個人的技術和手感。
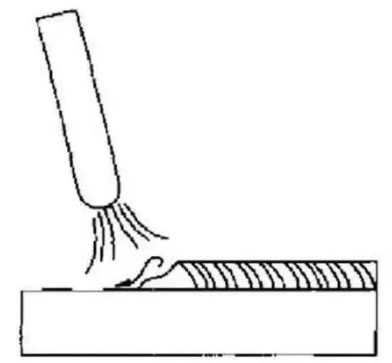
在焊接過程中,當一條焊縫焊完后,如果收尾時立即拉斷電弧,則會形成低于焊件表面的弧坑。
弧坑過深,容易造成應力集中而產(chǎn)生裂紋,所以停留時間一定要掌握好,并且,還需要我們把收尾處的弧坑填滿。
焊道的連接(如圖四種方式)

尾頭相接是以先焊焊道尾部接頭的連接方式,這種接頭應用最多;
頭頭相接是從先焊焊道起頭處續(xù)焊接頭的連接方式,要求先焊焊道的起頭略前處引弧,并稍微拉長電弧,將電弧拉至起頭處,并覆蓋其端頭,帶起頭處焊平后再向反向移動。如下左圖。
尾尾相接就是后焊焊道從接口的令一端引弧,焊到前焊道的結(jié)尾處,焊接速度略慢些,以填滿弧坑,然后以較快的焊接速度再向前焊一小段,熄弧。如下右圖。
首尾相接是后焊焊道的結(jié)尾與先焊焊道的起頭相連接,利用結(jié)尾時的高溫重復熔化先焊焊道的起頭處,將焊道焊平后快速收尾。
焊道收尾的實質(zhì)就是焊道結(jié)束時如何収弧。
一般收尾方法有以下幾種:
(1)劃圈收尾法:焊條移至焊縫終點時,作圓圈運動,直到填滿弧坑再拉斷電弧。此法適用于厚板收尾。
(2)反復斷弧收尾法:焊條移至焊縫終點時,在弧坑處反復熄弧、引弧數(shù)次,直到填滿弧坑為止。此法一般適用于薄板和大電流焊接,但堿性焊條不宜使用此法,因為容易產(chǎn)生氣孔。
(3)回焊收尾法::焊條移至焊縫收尾處即停住,并且改變焊條角度回焊一小段。此法適用于堿性焊條。
責任編輯:lq6
-
焊接
+關注
關注
38文章
3229瀏覽量
60125
原文標題:焊接接頭如何保證外觀及焊接質(zhì)量
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關推薦
激光焊接機:新能源動力電池焊接的高效解決方案
CRT激光焊接示教系統(tǒng)功能詳解及應用場景與效益分析

PCB焊接后焊接位置附近油墨起泡問題
LMX2595產(chǎn)生三角調(diào)頻的FMCW信號,如何知道RAMP開始、結(jié)束時刻?
點錫膏激光焊接和送錫絲激光焊接如何選擇
激光塑料焊接技術是什么
焊接方法對焊接質(zhì)量的影響
什么是拖動示教?機器人拖動示教方式分析

協(xié)作機器人拽拖示教詳解
使用TPA751輸出放大,在音頻播放開始和結(jié)束時刻,能夠聽見明顯的pop音如何消除?
焊接機器人示教模式怎么設置

請問含有BGA封裝的板子怎么焊接?
激光焊接機影響焊接質(zhì)量的要素

激光焊接手持盒示教系統(tǒng)和激光焊接電腦操作系統(tǒng),哪個更好用?




 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論