") 激光焊接5種缺陷的解決方式
激光焊接5種缺陷的解決方式
一、裂紋
激光連續(xù)焊接中產(chǎn)生的裂紋主要是熱裂紋,如結(jié)晶裂紋、液化裂紋等,產(chǎn)生的原因主要是焊縫在完全凝固之前產(chǎn)生較大的收縮力而造成的,填絲、預熱等措施可以減少或消除裂紋。
裂紋焊縫
二、氣孔
氣孔是激光焊接中較容易產(chǎn)生的缺陷。激光焊的熔池深而窄,冷卻速度又很快,液態(tài)熔池中產(chǎn)生的氣體沒有足夠的時間逸出,容易導致氣孔的形成。但激光焊冷卻快,產(chǎn)生的氣孔一般小于傳統(tǒng)熔焊。焊接前清理工件表面可減輕氣孔傾向,吹氣的方向也會影響氣孔產(chǎn)生。
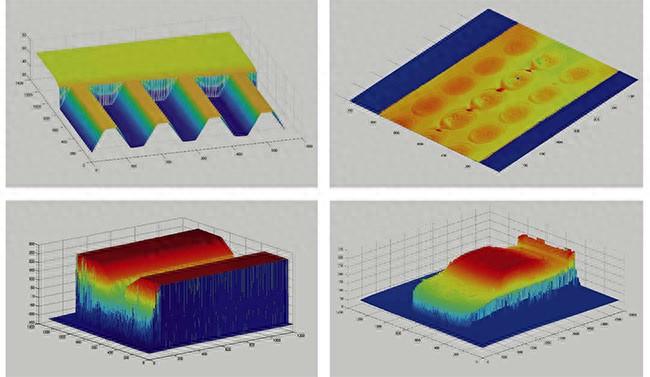
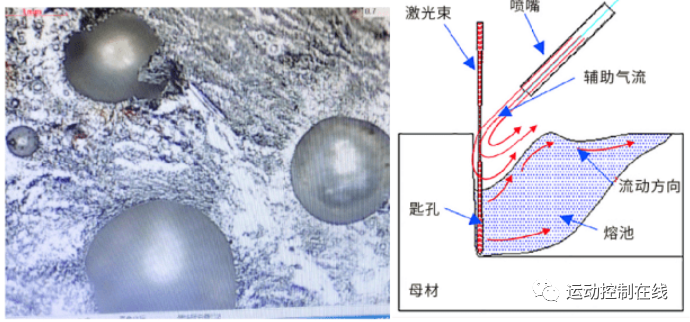 焊縫氣孔(左) ▲焊縫形成過程(右)
焊縫氣孔(左) ▲焊縫形成過程(右)
三、飛濺
激光焊產(chǎn)生的飛濺嚴重影響焊縫表面質(zhì)量,且會污染損壞鏡片。飛濺與功率密度有直接關(guān)系,適當降低焊接能量可減少飛濺。如果熔深不足,可降低焊接速度。
 焊接飛濺
焊接飛濺
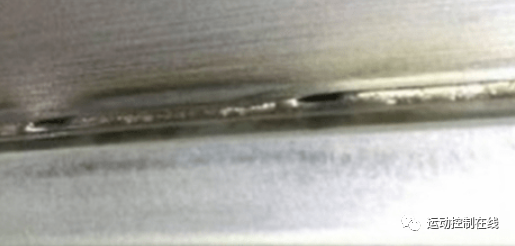
四、咬邊
如果焊接速度過快,小孔后部指向焊縫中心的液態(tài)金屬來不及重新分布,在焊縫兩側(cè)凝固就會形成咬邊。接頭裝配間隙過大,填縫熔化金屬減少,也容易產(chǎn)生咬邊。激光焊結(jié)束時,如果能量下降時間過快,小孔容易塌陷,導致局部咬邊,控制功率和速度相匹配可以很好解決咬邊的產(chǎn)生。
五、下塌
如果焊接速度較慢,熔池大而寬,熔化金屬量增加,表面張力難以維持較重的液態(tài)金屬時,焊縫中心會下沉,形成塌陷和凹坑,此時需要適當降低能量密度來避免熔池下塌。
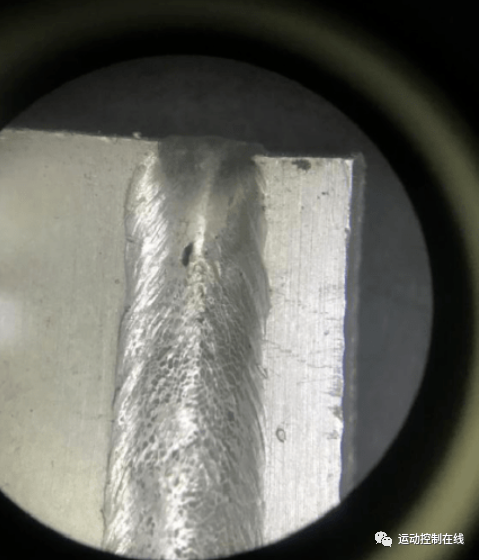
鋁合金焊縫下塌

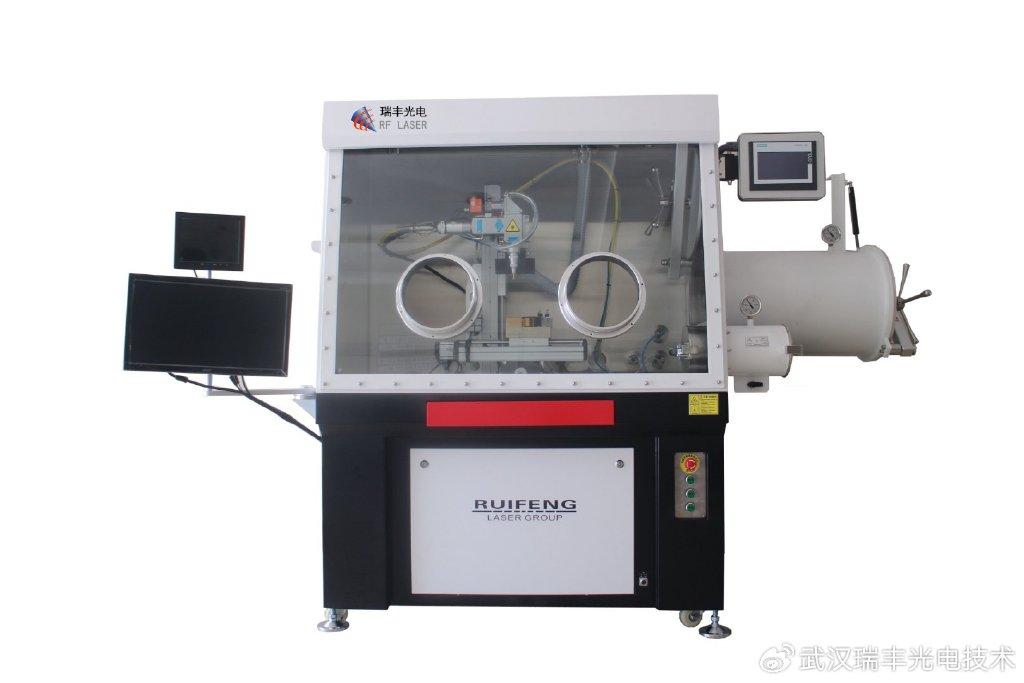
激光焊接示教系統(tǒng)
聲明:本文內(nèi)容及配圖由入駐作者撰寫或者入駐合作網(wǎng)站授權(quán)轉(zhuǎn)載。文章觀點僅代表作者本人,不代表電子發(fā)燒友網(wǎng)立場。文章及其配圖僅供工程師學習之用,如有內(nèi)容侵權(quán)或者其他違規(guī)問題,請聯(lián)系本站處理。
舉報投訴
-
焊接
+關(guān)注
關(guān)注
38文章
3229瀏覽量
60132
發(fā)布評論請先 登錄
相關(guān)推薦


點錫膏激光焊接和送錫絲激光焊接如何選擇
在激光錫焊中,fpc軟板焊接pcb板是非常常見的一種應(yīng)用。通常有兩種方式可供選擇,點錫膏激光
激光焊接工藝有哪些?
焊縫實現(xiàn)良好的連接。
5、激光擺動焊
通過焊接頭內(nèi)部反射鏡片搖擺,控制激光擺動攪拌焊接溶池,促進氣體從溶池中溢出,細化晶粒。同時還可以降低
發(fā)表于 10-12 08:37
大研智造激光焊錫技術(shù):無鉛手工焊接缺陷的優(yōu)化方法"
焊錫技術(shù)作為一種新興的焊接方法,以其高精度、高效率和環(huán)保優(yōu)勢,有效解決了傳統(tǒng)焊接過程中的缺陷,提升了焊接質(zhì)量,實現(xiàn)了生產(chǎn)效率的飛躍。大研智造
激光焊接技術(shù)在焊接醫(yī)療熱活檢鉗的工藝應(yīng)用
激光焊接技術(shù)是利用高能激光束作為熱源,通過聚焦后的激光束照射在工件接縫處,使材料迅速熔化并形成焊接接頭的一

激光焊接監(jiān)測系統(tǒng)有哪些
激光焊接技術(shù)是一種利用高能激光束進行材料焊接的先進技術(shù),具有高精度、高速度和低變形等優(yōu)點,廣泛應(yīng)用于汽車制造、航空航天、電子工業(yè)等領(lǐng)域。智能
激光焊接技術(shù)在焊接耳鼻喉鏡的工藝應(yīng)用
在耳鼻喉鏡的制造過程中,激光焊接機發(fā)揮了巨大的作用。耳鼻喉鏡是一種用于診斷和治療耳鼻喉疾病的精密醫(yī)療器械,其結(jié)構(gòu)復雜,對焊接精度的要求極高。傳統(tǒng)的焊

激光焊接機作為一種高效、精密的焊接設(shè)備
對材料進行微小區(qū)域內(nèi)的局部加熱,激光輻射的能量通過熱傳導向材料的內(nèi)部擴散,將材料熔化后形成特定熔池。它是一種新型的焊接方式,主要針對薄壁材料、精密零件的

激光焊接技術(shù)在焊接醫(yī)療導管中的工藝特性
激光焊接機作為一種先進的焊接設(shè)備,近年來在醫(yī)療導管制造領(lǐng)域得到了廣泛的應(yīng)用。與傳統(tǒng)的焊接方式相比

焊接外觀質(zhì)量缺陷激光在線檢測方法
,焊接外觀質(zhì)量激光檢測技術(shù)作為一種現(xiàn)代化、高效率的檢測方法,受到了廣泛關(guān)注。 焊接外觀質(zhì)量激光檢測是一種
激光焊接技術(shù)在焊接微創(chuàng)手術(shù)刀的應(yīng)用
隨著醫(yī)療技術(shù)的進步,微創(chuàng)手術(shù)逐漸成為主流,而手術(shù)刀作為手術(shù)中的關(guān)鍵工具,其制造工藝和質(zhì)量對手術(shù)效果具有重要影響。激光焊接技術(shù)作為一種先進的焊接方式
激光焊接技術(shù)在焊接微創(chuàng)手術(shù)刀的工藝優(yōu)勢
隨著醫(yī)療技術(shù)的進步,微創(chuàng)手術(shù)逐漸成為主流,而手術(shù)刀作為手術(shù)中的關(guān)鍵工具,其制造工藝和質(zhì)量對手術(shù)效果具有重要影響。激光焊接技術(shù)作為一種先進的焊接方式

激光焊接技術(shù)在焊接醫(yī)療導管的工藝應(yīng)用
導管的工藝應(yīng)用。 激光焊接是一種高精度、高效率的焊接方式,相比傳統(tǒng)的焊接





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論